Bières trappistes



Qu’est-ce que la bière trappiste ?

Notre bière trappiste porte le label international « Authentic Trappist Product« .
En effet, le terme « trappiste » est une appellation d’origine protégée qui confirme que nous répondons à trois critères :
- nos bières sont brassées dans l’enceinte de l’abbaye trappiste,
- la production et la politique de l’entreprise sont supervisées par des moines trappistes et
- les recettes sont affectées aux besoins de la communauté monastique, au réinvestissement dans la brasserie, à la solidarité au sein de l’ordre trappiste et au soutien de projets caritatifs.
Envie d’en savoir plus ? Visitez le site de l’International Trappist Association ou écoutez leur podcast.
Brasser au rythme de l’abbaye
À Westmalle, nous brassons au rythme de l’abbaye. La salle de brassage ne commence que lorsque les frères se préparent le matin à leur première prière à l’église. De plus, malgré l’utilisation de technologies et de techniques modernes, l’être humain est déterminant à chaque étape de notre processus de brassage.
Dans le respect de la tradition et à base des meilleurs ingrédients
À chaque étape du long processus de brassage, nous contrôlons minutieusement nos ingrédients et notre bière. Mais elle reste malgré tout un produit naturel basé sur 5 matières premières : des variétés d’orge sélectionnées et maltées selon nos exigences spécifiques, un mélange de différentes variétés de fleurs de houblon issues de régions houblonnières européennes renommées, de l’eau pure provenant du Diestiaanlaag, du sucre et la levure Westmalle, unique en son genre, que nous cultivons nous-mêmes.
Par exemple, nous n’ajoutons pas de stabilisants et nous ne pasteurisons pas nos bières. La levure étant vivante, le résultat peut toujours légèrement varier d’un brassin à l’autre. Une nuance propre à notre processus de brassage naturel et traditionnel – et que les plus fins gourmets apprécient particulièrement.
Pour brasser à chaque fois la meilleure Westmalle, nous achetons toujours nos malts d’orge et nos houblons dans les mêmes malteries et auprès des mêmes houblonniers. Pionniers de la bière trappiste, nous ne faisons aucun compromis sur ce point. Tous les ingrédients sont contrôlés personnellement et minutieusement par notre maître-brasseur.
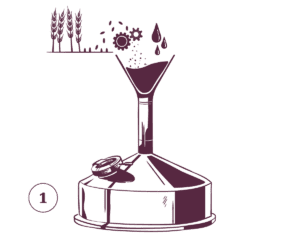
Tout commence par le malt d’orge, que nous broyons en fine farine. Dans la cuve d’empâtage, nous mélangeons le malt moulu avec de l’eau pompée à 60 mètres de profondeur dans la couche stratigraphique diestienne. Nous chauffons ce mélange à la vapeur : à 73°C, nous obtenons une saccharification complète du malt.
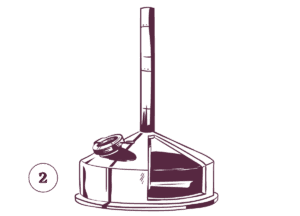
Dans la cuve de filtrage, le moût (extrait liquide de malt) se sépare de la drêche, qui est recyclée pour devenir notamment du fourrage pour nos vaches laitières. Après filtration, le moût entre dans la cuve d’ébullition.

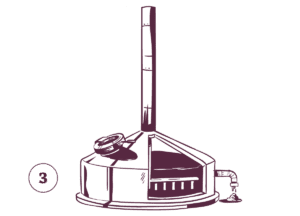
À Westmalle, nous faisons bouillir le moût pendant 75 minutes : de cette façon, l’eau s’évapore suffisamment et nous avons le temps d’ajouter les 6 types de houblon en cônes à 3 moments différents. Avant que le moût ne refroidisse, le sucre est ajouté et les feuilles de houblon sont tamisées : elles serviront ultérieurement de compost.
Grâce à un échangeur de chaleur, nous nous servons de l’eau de brassage comme liquide de refroidissement. Ainsi, la température du moût descend à 19 ou 20°C et l’eau du prochain brassage est chauffée à 80°C. Il s’agit là d’un bel exemple de notre approche durable.
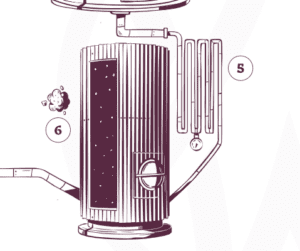
Le moût refroidi entre dans les cuves de fermentation. La dose adéquate de levure Westmalle y est versée pour transformer les sucres en alcool et en dioxyde de carbone. Cette levure unique confère à nos bières leurs saveurs et arômes typiques. Lorsque la levure a terminé son travail, elle est recueillie et préparée pour le prochain brassin.
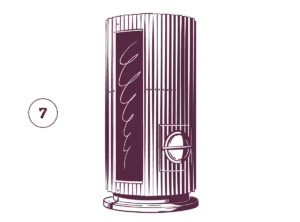
Nous pompons ensuite le brassin dans des cuves de garde. Pendant la maturation, on le laisse reposer à une température plus basse, à savoir 8°C. Les résidus de levure et les protéines se déposent au fond de la cuve, et la bière se clarifie naturellement.
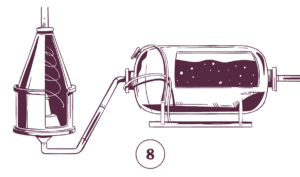
Après la maturation dans les cuves de garde, la bière est filtrée dans une centrifugeuse. Le brasseur ajoute encore du sucre et de la levure active pour la deuxième fermentation en bouteille. La bière est ensuite acheminée vers un réservoir de collecte, avant sa mise en bouteille. En ce qui concerne notre Westmalle Dubbel, qui est destinée à la mise en fût, nous la laissons fermenter au préalable. Une petite quantité de levure se retrouve alors dans le fût, ce qui en améliore la conservation.

Notre usine d’embouteillage permet de remplir 45 000 bouteilles par heure. Grâce à ce rythme, une équipe de jour suffit à atteindre nos objectifs de production. Les employés peuvent donc toujours rentrer chez eux à l’heure, sans devoir travailler le soir ou le week-end. Il s’agit là d’un autre exemple de notre politique durable en matière de personnel. Outre les bouteilles, des fûts de Westmalle Dubbel sont également remplis dans l’usine d’embouteillage.

Après la mise en bouteille, la bière reste encore deux à trois semaines dans l’enceinte de l’abbaye. Dans notre cave de maturation souterraine, où la température est constante (entre 21°C et 23°C), elle bénéficie d’un peu plus de temps pour permettre aux levures de refaire leur travail. La teneur en alcool augmente encore légèrement et le dioxyde de carbone qui se forme au cours de la maturation est à l’origine de la délicieuse mousse.

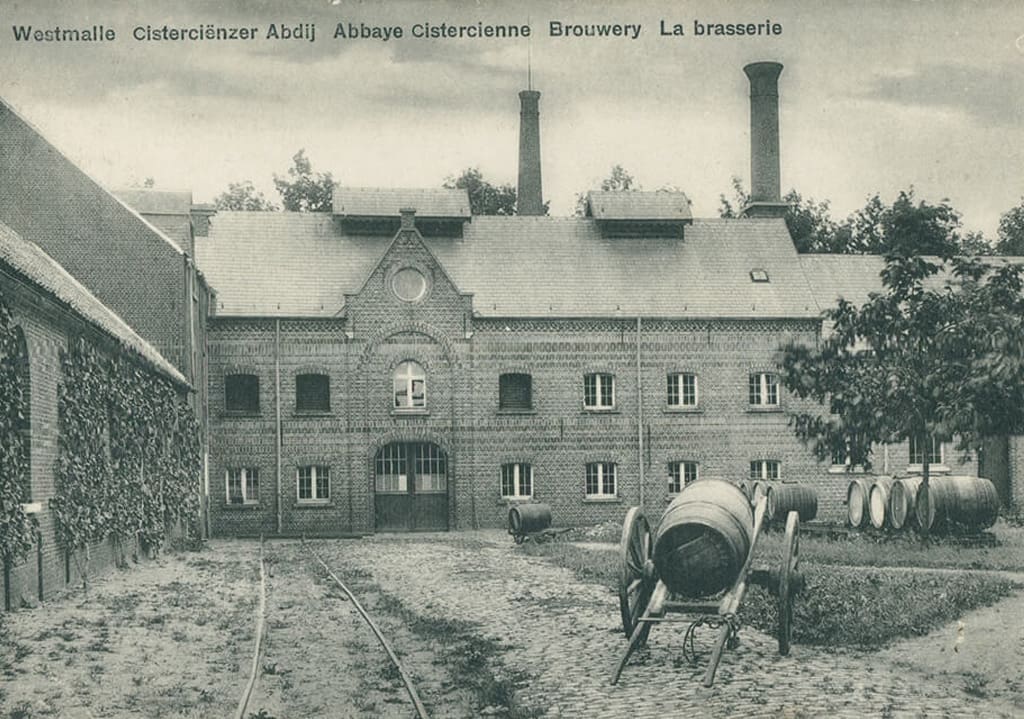
Histoire de notre brasserie




Vous cherchez des cadeaux Westmalle originaux ?
Choisissez parmi une gamme de produits originaux de Westmalle, tels que les verres de dégustation, ou consultez nos cadeaux promotionnels d’entreprise.

Retrouvez nos fromages et notre bière trappiste au fût